服務(wù)熱線(xiàn):15971920282
企業(yè)名稱(chēng):湖北華特專(zhuān)用設備有限公司
聯(lián)系人:張經(jīng)理
手機:15971920282
郵箱:2579476334@qq.com
傳真:0722-3309377
地址:湖北省隨州市曾都區世紀大道5號
網(wǎng)址:m.dyhsgyp.com
灑水車(chē)水泵凍了怎么辦?
現在正值寒冷冬季,剛下過(guò)一場(chǎng)雪。環(huán)衛車(chē)灑水車(chē)水泵經(jīng)常出現凍裂現象是一個(gè)重要的
問(wèn)題。尤其北方的冬季氣溫較低,如果忘記排除水泵中的水的情況下灑水車(chē)水泵凍裂了廠(chǎng)家
是不會(huì )包賠的!
灑水作業(yè)")
灑水車(chē)水泵凍住了分為:灑水車(chē)水泵凍了但未凍裂殼體、灑水車(chē)水泵殼體凍裂漏水無(wú)法
使用、灑水車(chē)水泵殼體及內部配件凍裂。
今天我們主要講一講灑水車(chē)水泵殼體凍裂的修補方法,灑水車(chē)的水泵被凍裂漏水,無(wú)法
繼續使用,采用CO2氣體保護焊修復,會(huì )收到滿(mǎn)意的效果。水泵廠(chǎng)家")
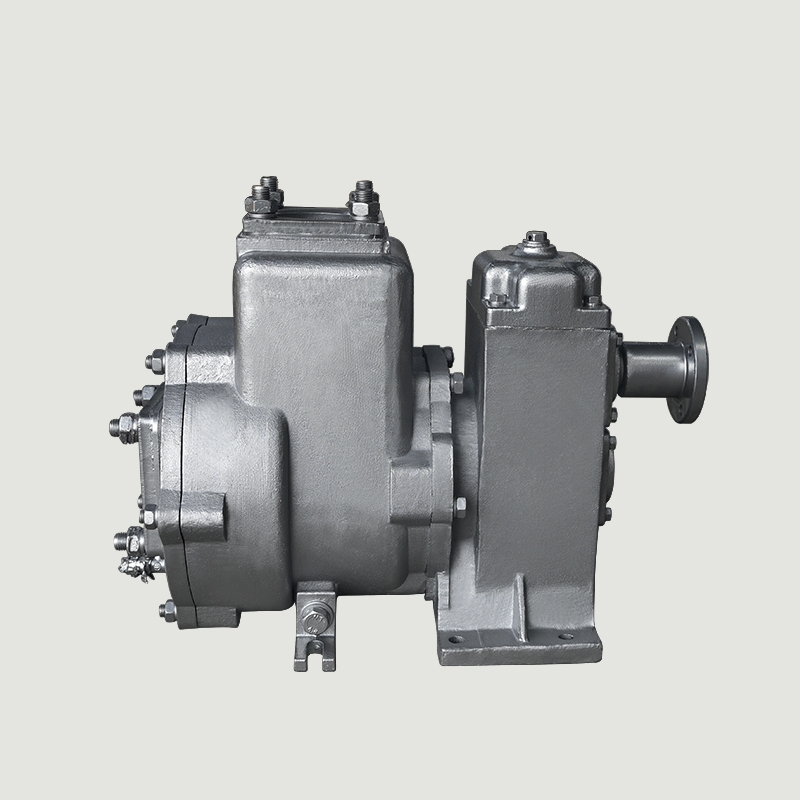
灑水車(chē)水泵殼體采用HT-200優(yōu)質(zhì)灰鑄鐵制成,由于灰鑄鐵具有塑性差機械強度低, 從
液態(tài)轉變?yōu)楣虘B(tài)的過(guò)程極快,對冷卻速度非常敏感等特性,可焊性較差;采用 CO2氣體保護
焊,選用H08Mn2SiA焊絲,焊絲中的 C、Si 等合金元素有利于促進(jìn)石墨化過(guò)程, 從而防止
白口組織的產(chǎn)生, 焊絲表面鍍銅,則更有利防止白口,因為銅也是促進(jìn)石墨化的有益元素。
此外選用合適的焊接工藝參數也可防止裂紋;采用 H08Mn2SiA焊絲,電流76~85A焊
接電壓 18~20V,焊速 10~ 12m/h,氣體流量 15L/min,焊縫主要為托氏體,外加少量馬
氏體,
焊縫碳含量較少,僅為 0.32%~0.5%。水泵殼體嚴重凍裂")
此工藝參數保證電弧燃燒的穩定性,使母材熔合良好,還有利于減小母材熔深,降低焊
縫含碳量, 短路過(guò)渡過(guò)程熱輸入少,從而可降低焊接應力,產(chǎn)生裂紋的傾向小;采用合理的
工藝措施,如分段退焊、焊后錘擊等可防止裂紋產(chǎn)生。
通過(guò)以上分析,CO2氣體保護焊焊修灑水車(chē)水泵殼體裂紋是可行的。
1、焊前準備用氧乙炔焰將缺陷處的油漆等污物燒凈, 燒至不冒煙為止, 要控制加熱溫度,
以免溫度過(guò)高引起裂紋。然后用砂布、鋼絲刷等清理缺陷部 位,再用丙酮等溶劑清洗油污,
并用角向磨光機加工待焊部位,使之露出金屬光澤。 仔細觀(guān)察裂紋的起止處。 可在水泵體
裂紋處內側涂上煤油, 外涂石灰 水,待石灰水干后,用放大鏡找到裂紋起止處,在裂紋兩
頭 3~5mm 處各打1個(gè)Φ5~8mm的止裂孔,防止補焊時(shí)裂紋向外擴展。 接下來(lái)用角向磨
光機或扁鏟加工出 V形坡口,坡口底部要修磨成圓弧。
抗凍鋁合金水泵")
2、施焊:先用氧乙炔焰對裂紋處稍作預熱,溫度達到 60℃左右,然后從裂紋 止裂孔處起焊,
采用分段退焊法,每次焊修的焊縫長(cháng)不超過(guò) 15mm, 電弧熄滅后, 馬上用圓頭小錘快速錘擊
焊縫, 使焊縫金屬產(chǎn)生塑性變形,焊縫表面出現麻坑,從而松弛焊補區應力,避免裂紋產(chǎn)生。
待焊 縫冷卻到 50~60℃時(shí),再焊下一道。并注意檢查,發(fā)現裂紋等缺陷 應及時(shí)清除,直至裂
紋焊完,最后焊補止裂孔。
灑水車(chē)水泵嚴重凍裂無(wú)法修補或者不想修補的可以讓灑水車(chē)水泵廠(chǎng)家發(fā)灑水車(chē)水泵殼體。
企業(yè)名稱(chēng):湖北華特專(zhuān)用設備有限公司
聯(lián)系人:張經(jīng)理
手機/微信:15971920282
郵箱:3389323342@qq.com
傳真:0722-3309377
地址:湖北省隨州市曾都區世紀大道5號
網(wǎng)址:m.dyhsgyp.com

 Online Service
Online Service